Una mejora de los métodos indiscutiblemente produce un efecto deseado en la productividad de las empresas y por ende de la situación económica del país. Se entiende por mejora de métodos cualquier modificación de los elementos que constituyen una unidad productiva, ya sea en la organización de los sistemas de trabajo (sumatoria de máquina y hombre), redistribución del espacio físico, modificación del flujo de materiales, reordenación de la secuencia de operaciones y modificaciones de las operaciones mismas.
martes, 18 de marzo de 2008
ESTUDIO Y MEJORA DE LOS METODOS
SELECCION DEL TRABAJO A ESTUDIAR
La selección puede derivarse de una solicitud previamente hecha o de un programa global de incremento de productividad. Para realizar una correcta selección debemos tener presente que se debe estudiar el método de trabajo que reporte las mayores ventajas, tomando en consideración razones económicas, técnicas y humanas:
- Tareas con alto contenido de manipulación de materiales.
- Tareas muy repetitivas.
- Proceso en los que se originan cuellos de botella, problemas de calidad, grandes desplazamientos de material, etc.
- Trabajos inseguros.
REGISTRO DE LA INFORMACION
REGISTRO DE INFORMACION: ANALISIS GENERAL
Es el conjunto de herramientas (gráficos y diagramas) para el estudio de métodos cuya intención es mejorar el flujo de materiales, eliminar transportes, economizar espacio físico, disminuir niveles de inventarios de productos en proceso. De los diagramas y gráficos anteriores se utilizan para el análisis general:
· Cursogramas sinópticos
· Cursogramas analíticos
· Gráfico de actividades múltiples
· Diagrama de recorrido
· Diagrama de hilos
· Ciclograma
· Cronociclograma
· Gráfico de trayectoria
Cursograma Sinóptico del Proceso. Esta herramienta es de vital importancia ya que en el se define el orden operacional del proceso y se muestra las relaciones de secuencialidad y simultaneidad de las operaciones cuando en la transformación de la materia prima interviene mas de una persona como sucede generalmente en los procesos industriales. Es una de las herramienta de ingeniería de mas utilidad por que al definir el método de fabricación del producto nos ayuda en la distribución de planta, en el montaje de una línea dedicada y en el caso del montaje del un sistema justo a tiempo, se convierte en el punto de partida para el diseño de los módulos o celdas flexibles.
Diagramas de Movimientos. Son gráficos donde se muestra el flujo de materiales, productos en proceso, los desplazamientos que debe realizar las personas, el traslado de equipos tanto en los procesos productivos como en las actividades realizadas en la prestación de servicios. Los más usados son:
REGISTRO DE INFORMACION: ANALISIS DETALLADO
Son los estudios de métodos que se realizan con el objeto de mejorar una operación especifica ya sea disminuyendo la manipulación por parte del operario, eliminando, simplificando, combinando movimientos o diseñando dispositivos y accesorios que incrementen la productividad del sistema de trabajo. Este análisis utiliza los siguientes gráficos y diagramas:
· Diagramas bi-manuales
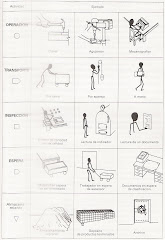
Micromovimientos. Para construir ambos diagramas se debe recurrir a los denominados therbligs o micromovientos creados por Frank Gilberth. ingeniero que en sus primeros trabajos se dedico al estudio de los movimientos ideando representaciones que más tarde se denominaron con su apellido escrito al revés. Estos consisten en divisiones o elementos básicos de los movimientos que supuso comunes a todo tipo de trabajos manuales.
THERBLIG COGER
- Coger (C). Este micro movimiento consiste en cerrar los dedos de la mano sobre un objeto con el animo de ejecutar una acción sobre el, que generalmente es cambiarlo de lugar. Comienza cuando la mano o los dedos entran en contacto con el objeto, y termina cundo la mano controla.
THERBLIG DEJAR
- Dejar
THERBLIG INSPECCIONAR
- Inspeccionar (I). Consiste en la verificación contra patrones de medición o con cualquier otro instrumento capaz de detectar desviaciones en las variables físicas de los materiales tales como: peso, color, temperatura, etc. En la inspección se ven involucrados generalmente mas de uno de nuestros sentidos.
- Transporte en Vacío (TV). Se define como el movimiento que realiza la mano al ir en busaca de objeto para tomarlo y cambiarle de posición o para realizar una acción sobre el. Este movimiento debe se realizarse sin que la mano sea sometida a ninguna tipo de dificultad en su recorrido es decir el movimiento es totalmente libre. Se inicia cuando la mano comienza a separarse del cuerpo o lugar donde se halle en reposo para dirigirse en la dirección del objeto y termina cuando se detiene cerca de el quedando en capacidad de iniciar el movimiento de coger.
THERBLIG TRANSPORTE CON CARGA
- Transporte con Carga (TC). Es el movimiento de la mano que se realiza después de haber cogido un objeto procediendo a su traslado a un lugar distinto al inicial, a diferencia del transporte en vació, aquí el movimiento se realiza con la dificultad que origina el peso y la forma del objeto que se transporta. Tiene cabida en esta definición el movimiento que se realiza al empujar un objeto sin que los dedos estén a su alrededor. El transporte con carga se inicia cuando la mano empieza a vencer la resistencia del peso y forma del objeto y termina cuando se deja en el lugar deseado.
THERBLIG SOSTENER
- Sostener (So). Sostener es mantener inmóvil un objeto después de haberlo cogido, se inicia cuando el transporte con carga cesa y termina cuando comienza el siguiente therblig.
THERBLIG PONER EN POSICION
- Poner en Posición (PP). Es dar una dirección al objeto exponiendo uno de sus planos a una futura ubicación lo que se puede realizar simultáneamente al transporte con carga y comienza cuando intencionalmente se mueve la mano que transporta el objeto en busca de ubicar el objeto en el lugar que se desee.
THERBLIGS UTILIZAR
- Utilizar (U). Consiste en usar un dispositivo, herramienta o equipo para la realización de una trabajo. Pegar un botón con una aguja de mano, se puede incluir en este micro movimiento desde el mismo momento en que la aguja se introduce en el agujero del botón, dar el numero de puntadas determinado por los requerimientos del cliente o norma hasta rematar asegurando el botón. En este caso la utilización de la aguja le da el carácter a este elemento de “UTILIZAR”.
domingo, 9 de marzo de 2008
IDEAR UN NUEVO METODO
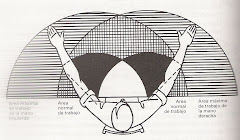
D. Idear un nuevo Método. El analista debe proponer un método que suponga una mejora con respecto al actual, para ello se basará en los resultados del examen crítico y, normalmente, en los principios de economía de movimientos, que se utilizan para diseñar el trabajo del operario en el lugar donde ejerce su actividad.
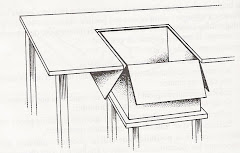
Principios de Economía de Movimientos relacionado con el Puesto de Trabajo.
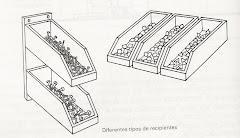
Principios de Economía de Movimientos relacionado con el Equipo y el Herramentaje.



IMPLEMENTACION Y MANTENIMIENTO DEL NUEVO METODO
E. Implantación del nuevo Método.
- Es muy importante que se consiga la aceptación inicial de los supervisores y de la dirección para, posteriormente, ponerlo en conocimiento de los operarios, de manera que también se consiga su aprobación (sí el método no es bien recibido habrá un alto porcentaje de probabilidad de que fracase).
- Una vez que ha sido aceptado se debe entrenar a los operarios en un nuevo método.
- Si los cambios realizados son pequeños no necesitarán mucho entrenamiento, pero, si los cambios son grandes, es absolutamente necesario que aquél se prolongue hasta que se consiga el nivel de desempeño deseado para la tarea, de forma que no se considerará completado hasta que la productividad esperada no sea alcanzada.
F. Mantenimiento del nuevo Método.
- Se ha de establecer una vigilancia y control para permitir que el nuevo método se desarrolle normalmente pues, cuando se hace una innovación, la tendencia general, aunque sólo sea por rutina, es la de volver al antiguo método; poco a poco esta vigilancia podrá irse abandonando a medida que se observa la implantación real del nuevo método y que las desviaciones respecto al mismo sean aceptables.
- Conviene, sin embargo, hacer revisiones periódicas siguiendo un proceso de retroalimentación, ya que el nuevo método también será susceptible de mejoras; la tecnología también se convierte en un factor generador de cambios en la forma de ejecutar las operaciones.
ESTUDIO DE TIEMPOS
El estudio de tiempos también denominado estudio directo de tiempos o cronometraje, se define como una técnica de medición para registrar el “tiempo” y el “ritmo” de trabajo correspondiente a los elementos de una tarea definida y realizada en condiciones determinadas, así como para analizar los datos con el fin de averiguar el tiempo requerido para efectuar la tarea en un nivel de ejecución preestablecido. Esta técnica, que fue desarrollada originalmente por F.W. Taylor en 1881, es actualmente la más utilizada de las que conforman la medición del trabajo.
PROCEDIMIENTOS PARA
Pueden clasificarse así:
§Por Estimación
§Por Cronometraje
§Con Sistema de Tiempos Predeterminados
ESTUDIO DE TIEMPOS POR CRONOMETRAJE
·Estimar los costos de un producto previo a su fabricación.
·Determinar las necesidades de personal, maquinaria y tiempo de realización de las tareas.
·El equilibrado de líneas de producción.
·Determinar el costo de la mano de obra directa.
·Medir la productividad en la utilización de los recursos
·Diseñar planes de incentivos
REALIZACION DEL ESTUDIO DE TIEMPOS
·Dividir la operación en elementos y anotar una descripción completa del método.
·Observar y registrar el tiempo empleado por el operario.
·Determinar el número de ciclos que deben cronometrarse.
·Valorar la actuación del operario.
·Comprobar que se ha cronometrado un número suficiente de ciclos.
·Determinar los suplementos.
·Determinar el tiempo tipo para la operación.
REGISTRO DE LA INFORMACION
DIVISION DE LA OPERACION EN ELEMENTOS
Reglas para dividir una operación en elementos. Toda operación se puede dividir en movimientos fundamentales con el objeto de asegurar la aplicación del método estudiado. Es posible que los THERBLIGS en que se dividió la operación sean demasiados cortos para cronometrarlos por lo que es aconsejable agruparlos para que las mediciones sean confiables al coincidir con la apreciación del instrumento, por lo tanto se deben observar las siguientes reglas:
b.Deben separarse los tiempos de manipulación de los de maquina.
c.Deben separarse los elementos constantes de los variables.
DETERMINACION DEL NUMERO DE LECTURAS PARA MEDIR LA TAREA
Identificados los diferentes elementos que constituyen el trabajo a estudiar hay que decidir el numero de observaciones a realizar para que el estudio tenga la validez ante el fenómeno natural de la variabilidad. Es entonces este procedimiento un problema de estadística que se ha tratado de solucionar también a través de métodos nomograficos.
Método Nomografico. Este método es utilizado por
- Toma de lecturas. Se harán diez lecturas para ciclos de dos minutos o menos y cinco lecturas para ciclos superiores a dos minutos.
- Determinar el Rango, valor máximo y valor mínimo de las lecturas.
R= V.max – V.min.
- Determinar la media aritmética de las lecturas.
- Determinar el valor resultante de dividir el rango entre la media obtenida.
VALORACION DE LA ACTIVIDAD
Valoración de
SUPLEMENTOS
·Variación en el ritmo de trabajo del operario durante el día por efecto de la fatiga.
·Condiciones ambientales de la planta.
·Condiciones de los equipos, maquinas y herramientas.
·Características del proceso.
·Tipo de materiales.
Se hace necesario introducir algunos elementos que permitan minimizar los efectos que produzcan los factores arriba mencionados sobre los cálculos obtenidos partiendo de las mediciones realizadas con el cronometro. Estos elementos se les ha denominado Suplementos los cuales se han clasificado en:
·Suplementos constantes.
·Suplementos variables.
Suplementos Constantes. Los suplementos constantes son aquellos que se conceden o agregan, (independientemente de las condiciones del lugar de trabajo), a los valores obtenidos mediante el cronometro y corregidos mediante la calificación del ritmo del operario. Estos suplementos son:
Suplemento por fatiga. El cuerpo humano es de capaz de sostener la realización de un esfuerzo durante un determinado tiempo después del cual decae en intensidad.
Suplementos por necesidades personales. Por la naturaleza misma del trabajo, objeto del estudio de tiempos, que es generalmente de carácter repetitivo se ha considerado la necesidad de interrumpir en periodos cortos la realización del trabajo para dedicarlo a las necesidades personales, entre las cuales podemos mencionar:
·Tomar agua.
·Cambio de posición o postura que incluye ponerse de pie.
·Ir al baño .
Estos periodos cortos de cambio de actividad coadyuvan a romper la fatiga residual o cansancio mental producida por la monotonía de los trabajos repetitivos.
Este suplemento se considera como el 7% del tiempo cronometrado para la operación que se estudia.
Suplementos Variables. Son los todos elementos compensatorios que se agregan al tiempo cronometrado y que se originan en las condiciones ambientales y en las características del puesto del trabajo, por lo tanto cambian dependiendo de la planta, de la maquinas y equipos utilizados y de la operación misma. Se pueden mencionar:
Suplemento por características de
Suplemento por características de
Suplementos Especiales